
锻钢水洗复合辊
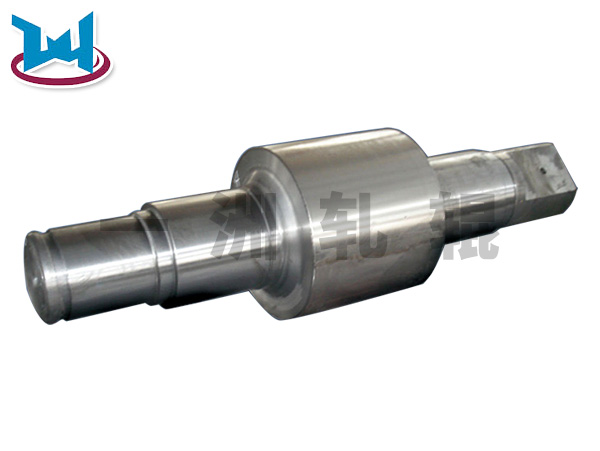
轧辊辊身外层和芯部(包括辊颈部分)用不同材质制作,两种材质之间为冶金结合的轧辊,复合轧辊既能满足轧机对辊身耐磨性、抗热疲劳等性能的要求,同时又保证了芯部和辊颈的强韧性。
轧辊辊身外层和芯部(包括辊颈部分)用不同材质制作,两种材质之间为冶金结合的轧辊,复合轧辊既能满足轧机对辊身耐磨性、抗热疲劳等性能的要求,同时又保证了芯部和辊颈的强韧性。
产品详细介绍用途:
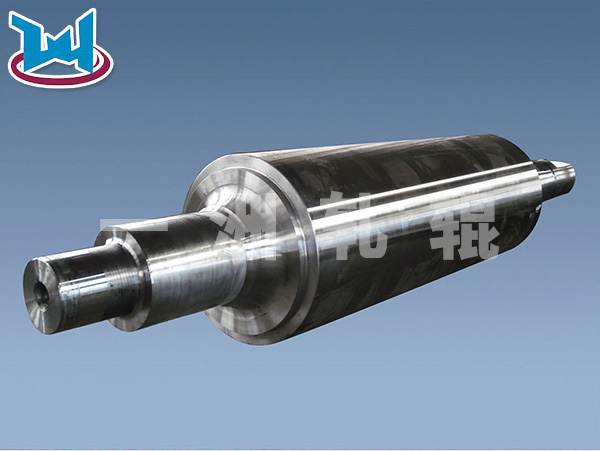
外层和芯部材质主要根据轧辊所在机架对其使用性能的具体要求选定。常用的复合轧辊的外层材料有冷硬铸铁、无界冷硬铸铁、球墨铸铁、高铬铸铁、合金钢、半钢、高铬钢、高速钢、硬质合金等;芯部常用材料为灰铸铁、球墨铸铁、铸钢、锻钢。
复合轧辊广泛地应用在各类轧机上,如热轧板带轧机的精轧工作辊、板带轧机的支承辊、型线钢管轧机的中、精轧工作辊等等。一些组合轧辊的辊套也是复合的,如H型钢轧机的水平辊、钢管轧机的张力减径辊等。
制造:
制造复合轧辊的方法有多种,主要方法有以下几种:
(1)铸造方法。包括轧辊辊身在高速旋转的铸型中凝固的离心铸造法,用软质和韧性金属液置换轧辊凝固过程中芯部未凝固的硬质金属液的溢流法或称冲洗法,底漏法,在铸型中放置隔板并用相应的金属液分别浇注辊身和芯部的隔板法,以及20世纪90年代发展起来的在固态芯棒和环形结晶器的间隙中浇入辊身金属液的连续浇注复合(CPC)法(见图)等。
(2)焊接方法。主要有堆焊法、电渣焊法以及浇注液态金属到导电结晶器中的电渣熔焊法等。
(3)粉末冶金法。包括粉末材料和韧性芯棒在高温高压下熔接的热等静法及自蔓延合成法等。后者是将可进行放热合成反应的金属和非金属粉末原料置干模腔内并引燃,使其发生自蔓延合成反应,随即加压至最终轧辊形状的方法。
(4)喷射沉积法。即将高合金含量的辊身金属液在真空或氩气保护下雾化成液态微粒并沉积在轧辊芯轴上的方法。(5)锻造复合锭法。复合工艺方法的选择取决于轧辊辊身外层和芯部材质、轧辊尺寸和形状以及制造成本等因素。
离心铸造特点:
与常规冲洗法和整体铸造法生产轧辊相比,离心铸造复合轧辊具有以下特点:
(1)金属液收得率明显提高。对于高铬铸铁轧辊,出品率相差更为悬殊,一般为70%与20%,可见离心法显著提高金属液收得率,减少金属液用量,降低成本。
(2)节约大量合金材料。离心铸造复合轧辊,其外层是高合金材质,以保证轧辊的使用性能,辊心选用廉价的灰铸铁、球铁或铸钢,而辊心所占重量明显大于辊身,因此用离心铸造法生产复合轧辊可节约大量合金材料,降低轧辊生产成本。
(3)轧辊表面质量明显改善。用常规方法生产轧辊,因外层金属液用量多,凝固慢,造成组织粗大、砂眼、夹砂和疏松等铸造缺陷多。而离心铸造生产复合轧辊,外层厚度容易控制,金属液用量少,凝固速度快,加之离心力的作用,外层在动态下凝固,气体和非金属夹杂物也易于从液态金属中排出,因此离心铸造复合轧辊外层组织细小、致密、铸造缺陷少,力学性能高。
(4)轧辊使用效果显著改善。与冲洗复合轧辊相比,离心复合轧辊具有硬度均匀,颈向硬度落差小等特点,因而使用寿命明显提高。离心复合辊比冲洗复合辊轧钢量增加43%,使用次数增加40%。
(5)生产效率高,操作简便和产品质量易于控制。此外,离心铸造生产复合轧辊还具有淬硬层深度较深和残余应力值较小等优点。
下一页:没有了
 扫一扫关注我们
扫一扫关注我们