
锻钢中间辊

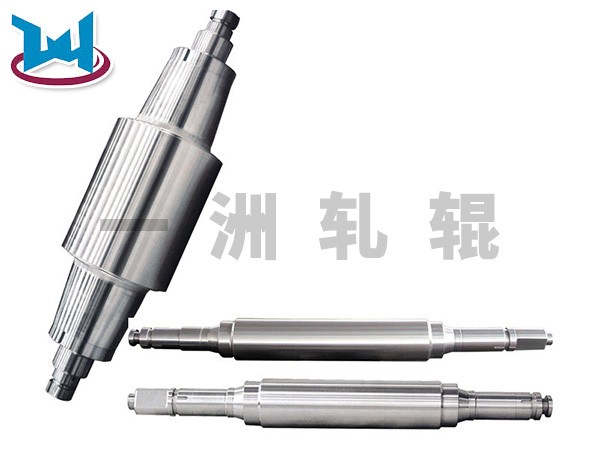

中间辊是辊轧机的核心部分。产品全称1400mm十二辊轧机;
中间辊规格:¢225X1400X2592;
技术参数:辊身HSD80-85,硬度均匀度≤3HSD,深度≥25-30mm;
辊径HSD55-60;
材质:MC3。
中间辊是辊轧机的核心部分。产品全称1400mm十二辊轧机;
中间辊规格:¢225X1400X2592;
技术参数:辊身HSD80-85,硬度均匀度≤3HSD,深度≥25-30mm;
辊径HSD55-60;
材质:MC3。
| 产品名称 | 硬度范围 | 淬火深度 | 硬度均匀性 |
| Intermediate Roll | 70-85HSD | 10-50mm | +/-1 HSD |
中间辊轴移:
中间辊轴移功能的目的是控制每个机架上、下中间辊的位置。中间辊轴移装置的机械设备设计成可以在负载情况下进行移动,因此,可以在轧制时进行操作移动。通过主控台操作人员手动调节四个机架的中间辊位置参考值可以对带钢的板型产生影响。
定位系统的执行性能:
轧钢车间酸轧联机培训教材中间辊轴移机架的中间辊轴移可以在每个机架操作箱上依靠一个弹性复位开关进行手动控制。
正常情况下,中间辊的轴移总是上下两个辊子同步移动,但是在某些情况下,需要对每一个轧辊进行单独控制,因此在机架操作箱上有一个三位选择开关,操作工可以选择同时移动、上中间辊、下中间辊单独移动。
中间辊的实际位置将以mm的形式在每个机架操作箱上显示给操作工。在每个机架的操作箱上设有一个灯键用于激活中间辊的换辊位置,对于中间辊的换辊位置,上中间辊必须处于窄位,下中间辊必须处于宽位。
在每个机架的操作箱上设有一个灯键用于使中间辊在换辊完毕后返回轧制位置,此时,机架轧辊返回的位置必须与实际的MSU预设定参考值设定的位置相适应,如果换辊完毕后没有MSU预设定参考值激活,中间辊位置将采用1000mm(参数设定值),同时,这个灯键也可用于在任何时候将中间辊位置定位在MSU预设定参考值所规定的位置上,指示灯亮表示中间辊已经处于轧制位置,指示灯闪烁表示正在进行定位过程,如果指示灯持续不停的进行闪烁则表示出现一定的错误,同时在轧机主控台的报警列表中显示详细的错误信息。
轧机主控台设立有可以进行4 机架中间辊位置参考值手动调节,在这种情况下,在轧制的两个钢卷之间预设定参考值仍然自动执行,对于这个功能,主控台装备有按钮式灯键用以选择自动或手动参考值,实际的参考值位置将在画面中显示并且可以通过操作手柄手动增加或降低中间辊的位置参考值。
下一页:锻钢中间辊
 扫一扫关注我们
扫一扫关注我们